-http:// strock pi r2 3 14159 free fr -- -- Site Internet de Pierre STROCK --
-- Projet Strock-2500 -- -- 5 mars 2013 -
La citation du jour d'Arthur C. CLARKE :
"Le seul moyen de cerner les limites du possible est de s'aventurer un peu au-delà dans l'impossible." Deuxième loi de Clarke (Arthur C. CLARKE) in Profils du futur
Fév 2014 : Un premier ménisque réussi
Après quelques essais de mise en forme d'un verre plat...
Je compte que j'en ai tout de même cassé six en verre de 4 mm ou de 15 mm.
Mais un jour cela marche comme dit le proverbe Shadokéen:
"Ce n'est qu'en essayant continuellement que l'on finit par réussir...
En d'autres termes... Plus ça rate et plus on a de chances que ça marche..."
 Ici la mise en place d'un disque dans le four.
C'est un verre taillé en rond par le verrier avec sa machine numérique.
Le disque est fort beau et ses bords sont parfaitement doucis et chanfreinés.
Ici la mise en place d'un disque dans le four.
C'est un verre taillé en rond par le verrier avec sa machine numérique.
Le disque est fort beau et ses bords sont parfaitement doucis et chanfreinés.
On remarque l'enduit anti-accrochage de couleur blanche à la surface du moule.
Car une fois le moule en béton retaillé aux abrasifs,
la surface du béton est composée par endroit de ciment et par endroit de grains de chamotte.
Or, comme je m'y attendais, le verre colle sur les grains de chamotte.
J'ai donc passé une couche d'un produit connu des verriers pour empêcher l'accrochage du verre.
Il faut juste ne pas oublier de recuire le moule après avoir passé ce produit pour bien dégazer.
J'ai posé une fois un verre de 4 mm sur un moule non dégazé.
Et de plus j'ai eu le malheur de vouloir le porter bien plus haut que sa température de simple ramollissement.
Du coup le verre bien bien mou a parfaitement épousé la surface du moule qui a dégazé sous lui. Le verre a gonflé comme une bulle de Malabar jusqu'à toucher la voûte...
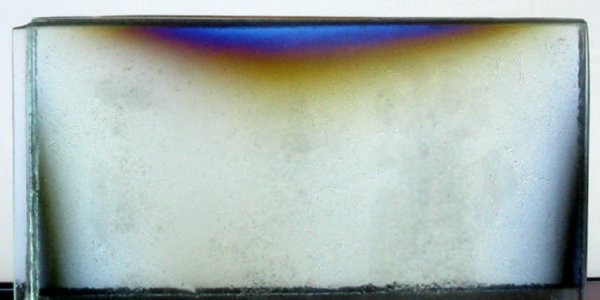
 Constats: Le verre est resté bien lisse sur sa surface supérieure.
La face inférieure est aussi bien lisse, sauf sur les sommets des grains de chamotte sur lesquels le verre s'est posé.
La chauffe de 30 minutes à 650°C a juste permis de poser le verre sur les sommets des grains de chamottes.
En périphérie du dessous on observe un point de contact tous les 2 mm environ.
Tandis qu'au centre les points de contacts sont espacés de plutôt 5 mm.
Ce qui semble conforme à l'idée que l'on se fait du mécanisme de déformation.
Le verre commence à se déformer et arrive en contact du moule d'abord par les bords et sur les sommets des aspérités les plus hautes.
Il reste donc plus longtemps sur ces points du bord pour avoir le temps de se déformer encore et de venir toucher d'autres aspérités plus petites.
Tandis qu'au centre, il arrive en contact plus tardivement et il n'a le temps que de se former sur les aspérités les plus hautes.
Constats: Le verre est resté bien lisse sur sa surface supérieure.
La face inférieure est aussi bien lisse, sauf sur les sommets des grains de chamotte sur lesquels le verre s'est posé.
La chauffe de 30 minutes à 650°C a juste permis de poser le verre sur les sommets des grains de chamottes.
En périphérie du dessous on observe un point de contact tous les 2 mm environ.
Tandis qu'au centre les points de contacts sont espacés de plutôt 5 mm.
Ce qui semble conforme à l'idée que l'on se fait du mécanisme de déformation.
Le verre commence à se déformer et arrive en contact du moule d'abord par les bords et sur les sommets des aspérités les plus hautes.
Il reste donc plus longtemps sur ces points du bord pour avoir le temps de se déformer encore et de venir toucher d'autres aspérités plus petites.
Tandis qu'au centre, il arrive en contact plus tardivement et il n'a le temps que de se former sur les aspérités les plus hautes.
 On observe aussi que la tranche du verre s'est inclinée sous l'effet de la déformation.
Ce n'est pas aisé à mesurer mais un calcul rapide d'angle donne un biseau de 8/10° de millimètre pour une épaisseur de 15 mm.
Il faudra donc meuler la tranche du verre pour lui redonner son orientation.
Ce qui pourrait bien être indispensable pour le support latéral du miroir, sauf à calculer un barillet latéral comme ceux des VLT qui sont inclinés sur la tranche...
On observe aussi que la tranche du verre s'est inclinée sous l'effet de la déformation.
Ce n'est pas aisé à mesurer mais un calcul rapide d'angle donne un biseau de 8/10° de millimètre pour une épaisseur de 15 mm.
Il faudra donc meuler la tranche du verre pour lui redonner son orientation.
Ce qui pourrait bien être indispensable pour le support latéral du miroir, sauf à calculer un barillet latéral comme ceux des VLT qui sont inclinés sur la tranche...
 Le programme de chauffage mis en œuvre est présenté sur le graphique ci-contre et détaillé dans le tableau suivant.
Il lui faut plus de trois jours pour qu'un verre épais retrouve une température sans risque de choc, c'est-à-dire en dessous d'environ 40°C...
Le programme de chauffage mis en œuvre est présenté sur le graphique ci-contre et détaillé dans le tableau suivant.
Il lui faut plus de trois jours pour qu'un verre épais retrouve une température sans risque de choc, c'est-à-dire en dessous d'environ 40°C...
Il a été conçu pour du borosilicate et la température de déformation a été réduite de quelque cent degrés pour ne pas trop ramollir le verre à vitre utilisé ici.
Les paliers de détente du verre ne sont pas parfaitement au point en durée mais devraient être bon en température.
C'est un premier essai bien lent mais pas encore au point.
| °C/min | Durée | Cible | Durée d'attente au palier et commentaire |
| +0,25 | 9h00 | 150° | |
| +0,5 | 5h00 | 300° | |
| + 1,0 | 2h30 | 450° | |
| +2,0 | 1h40 | 650° | 0h30 pour déformation lente du verre |
| – 1,5 | 1h00 | 560° | 4h00 pour détente des contraintes |
| –0,125 | 6h40 | 510° | 8h00 pour détente fine des contraintes |
| –0.1 | 10h00 | 450° | pour détente encore plus fine des contraintes |
| –0,5 | 5h00 | 300° | |
| –0,25 | 10h00 | 150° | |
| –0,15 | 10h00 | 60° | Refroidissement libre ensuite |
Oct 2013 : Un moule concave réfractaire
Après une pause certaine... j'essaye de reprendre le projet.
Pour mouler à chaud une plaque de verre et en faire un ménisque, il faut un moule réfractaire à la forme voulue.
Le moule peut être taillé dans un bloc de béton ou de plâtre, comme on taillerait un verre, avec des abrasifs.
Mais je souhaite essayer de mouler le béton sur une forme.
Comme cela servira à des essais, j'opte pour une forme octogonal.
Il est aussi plus facile de tailler des octogones dans des plaques de verre avec une roulette que des cercles.
 La première étape est de confectionner un outillage pour tailler une forme en bois avec une disqueuse.
La première étape est de confectionner un outillage pour tailler une forme en bois avec une disqueuse.
J'installe une disqueuse avec une lame de scie circulaire sur l'établit.
Je fixe une petite boule qui servira de centre de rotation sur un poteau à trois mètre vingt de là.
Je coince la boule entre deux mâchoires fixées sur un bras de trois mètres vingt confectionné en cornière alu.
À l'autre bout du bras, une plaque support permet d'accrocher un octogone de contreplaqué épais qui sera taillé en forme.
En déplaçant le bras de droite à gauche et de haut en bas, la disqueuse va tailler une forme convexe sphérique dans l'épaisseur du bois.
En inversant la position de l'octogone et la disqueuse, on peut tailler une sphère concave...
Le travail est assez lent, il faut avancer par passes de quelques millimètres à la fois.
Le poids du bras le rend difficile à manipuler, il a donc fallut installer une poulie au plafond et un contrepoids pour soulager.
 L'intérêt de tailler une surface convexe est de pouvoir ensuite en affiner la forme à la ponceuse.
Avec une forme concave, il eu fallut procéder à la main ou avec un outil en plâtre moulé dans la forme...
L'intérêt de tailler une surface convexe est de pouvoir ensuite en affiner la forme à la ponceuse.
Avec une forme concave, il eu fallut procéder à la main ou avec un outil en plâtre moulé dans la forme...
Je fixe la ponceuse sur une équerre posée sur l'établit et solidement calée avec une des grosses bonbonnes de mirabelle du grand-père !
Il faut bien qu'elles servent ces bonbonnes. Qui boit encore des alcools blancs de nos jours ?
Ensuite la forme est détachée du bras et imprégnée à l'antirouille (Rustol) comme d'usage.
 Le contrôle de la géométrie obtenue est mené avec un comparateur et une sorte de portique -façon "tridim"- sur une multitude de points.
Un bout de calcul Excel me donne les coefficients de Zernike de la surface et donc le rayon de courbure et les petits défauts de la forme.
Le contrôle de la géométrie obtenue est mené avec un comparateur et une sorte de portique -façon "tridim"- sur une multitude de points.
Un bout de calcul Excel me donne les coefficients de Zernike de la surface et donc le rayon de courbure et les petits défauts de la forme.
Résultat: 3360 mm de rayon pour un bras de 3200...
Il y a donc eu des flexions quelque part dans le bras ou dans la fixation de la forme.
Les ondulations de la surface présentent un écart type de 70 µm.
Certains points sont à plus de deux dixièmes de millimètre de la sphère idéale.
C'est donc assez approximatif comme sphère.
Il faudra soit s'améliorer avec le bras, soit améliorer le bras ou trouver une autre méthodologie pour tailler les formes.
Et en plus un simple sphéromètre pouvait suffire aux contrôles plutôt que d'aligner tous ces points de mesure et tous ces calculs.
 Pour mouler un béton sur cette forme, j'ai plaqué une feuille de plastique épais sur la sphère et j'ai entouré l'octogone de plaquettes de plastique de récupération.
Le tout est cerclé de collant.
J'ai enduit le tout d'une solution savonneuse comme s'il s'agissait d'assurer le démoulage d'un plâtre. Mais je me demande si c'est nécessaire pour démouler le béton...
Pour mouler un béton sur cette forme, j'ai plaqué une feuille de plastique épais sur la sphère et j'ai entouré l'octogone de plaquettes de plastique de récupération.
Le tout est cerclé de collant.
J'ai enduit le tout d'une solution savonneuse comme s'il s'agissait d'assurer le démoulage d'un plâtre. Mais je me demande si c'est nécessaire pour démouler le béton...
Il faut un béton capable de résister à 750°C.
C'est sans doute le maximum nécessaire pour cintrer un verre borosilicate.
Il faut seulement 600-650 pour du verre à vitre.
On arrive à en trouver en supermarché de bricolage.
Ils permettent de se construire des fours à pizzas et à grillades pour le jardin.
J'ai opté pour un petit distributeur afin de bénéficier de quelques conseils: GOETZ ( www. goetz-refractaire .com / +33 1 4631 5027 / Le plessis Robinson)
 Le béton réfractaire dense est un mélange de poudre de ciment alumineux et d'additifs.
Le ciment alumineux est souvent nommé "ciment fondu" en supermarché.
L'alumine donne une bonne partie de la résistance à la chaleur si j'ai bien compris.
Dans les additifs, il y a la chamotte qui constituent parfois l'essentiel du volume des bétons de moindre coût.
Typiquement ce sont des granulés de céramiques de récupération ou des carbures de silicium plus couteux.
La chamotte est plus ou moins finement broyée et donne un béton plus granuleux ou plus lisse.
Le béton réfractaire dense est un mélange de poudre de ciment alumineux et d'additifs.
Le ciment alumineux est souvent nommé "ciment fondu" en supermarché.
L'alumine donne une bonne partie de la résistance à la chaleur si j'ai bien compris.
Dans les additifs, il y a la chamotte qui constituent parfois l'essentiel du volume des bétons de moindre coût.
Typiquement ce sont des granulés de céramiques de récupération ou des carbures de silicium plus couteux.
La chamotte est plus ou moins finement broyée et donne un béton plus granuleux ou plus lisse.
J'ai pris le premier béton réfractaire venu, sans trop savoir s'il me donnerait une surface bien lisse ou pas.
Ses caractéristiques: AFLA / 1200°C / 35-38% d'alumine / chamotte de terre cuite tamisée à 5 mm / à gâcher avec 15% d'eau en poids.
25 kg pour 32€ permettent de réaliser deux moules en octogones de 43 cm sur ~5cm.
 Dans les caractéristiques aussi intéressantes il y a la dilatation thermique et la conductivité thermique.
Ces bétons réfractaires lambda se dilatent plutôt beaucoup (0,5%) à chaud et sont plutôt des isolants.
C'est plutôt souhaitable pour des fours, mais c'est un gros inconvénient pour un moule...
Dans les caractéristiques aussi intéressantes il y a la dilatation thermique et la conductivité thermique.
Ces bétons réfractaires lambda se dilatent plutôt beaucoup (0,5%) à chaud et sont plutôt des isolants.
C'est plutôt souhaitable pour des fours, mais c'est un gros inconvénient pour un moule...
Comme je n'ai jamais fait de béton, je suis tombé dans quelques pièges.
Par exemple: J'ai démoulé trop tôt; Je n'ai pas protégé les surfaces libres de l'évaporation...
Mais surtout ma forme en bois étant assez mince (16 mm au bord), elle s'est un peu déformée sous l'effet de la chaleur de la prise du béton.
La métrologie de la surface sphérique me donne donc un rayon de courbure de 3420 mm... encore un peu plus éloigné des 3200 recherchés.
 Parmi les résultats intéressants il y a l'aspect de la surface du moule.
Il est parfaitement lisse -partout où l'eau est bien restée- au point de réfléchir la lumière.
Le béton a si parfaitement moulé que les collants de seulement 10 µm d'épaisseurs y sont parfaitement visibles...
Du coup j'essaye de le regarder au Foucault.
La forme n'est pas assez sphérique pour donner une belle image, mais on observe bien des choses.
Par exemple les traits verticaux correspondent à de légères variations d'épaisseur de la feuille plastique !
Parmi les résultats intéressants il y a l'aspect de la surface du moule.
Il est parfaitement lisse -partout où l'eau est bien restée- au point de réfléchir la lumière.
Le béton a si parfaitement moulé que les collants de seulement 10 µm d'épaisseurs y sont parfaitement visibles...
Du coup j'essaye de le regarder au Foucault.
La forme n'est pas assez sphérique pour donner une belle image, mais on observe bien des choses.
Par exemple les traits verticaux correspondent à de légères variations d'épaisseur de la feuille plastique !
Un moule réfractaire doit être porté à la température de travail afin de dégazer le résidu d'eau et quelques autres produits volatils.
Je sèche donc le moule sur un radiateur pendant deux jours. Déjà après ce traitement doux, la surface a perdu ses reflets.
Ensuite je monte le moule à 750°C dans le four par paliers progressifs.
 J'ai ensuite utilisé ce moule pour quelques essais avec des feuilles de verre à vitre de 4 mm.
Après ces essais le rayon de la surface du moule est passé à 3700 mm.
Je n'explique pas l'évolution du moule dans le temps.
Il faudra sans doute refaire un moule pour assurer ce comportement avant -peut-être- de devoir changer de béton.
J'ai ensuite utilisé ce moule pour quelques essais avec des feuilles de verre à vitre de 4 mm.
Après ces essais le rayon de la surface du moule est passé à 3700 mm.
Je n'explique pas l'évolution du moule dans le temps.
Il faudra sans doute refaire un moule pour assurer ce comportement avant -peut-être- de devoir changer de béton.
J'ai voulu corriger le rayon de courbure excessif.
Pour cela j'ai essayé de retailler dans le moule avec des abrasifs comme on le fait pour creuser nos miroirs.
Munis d'un outil en verre de 410 mm et de carbo de 36, j'y suis allé de bon cœur... c'est très dur!
On est bien sur un matériau chargé en céramiques durs: La chamotte et l'alumine.
J'ai arrêté de tailler après avoir creusé seulement de 0,35 mm et ramené le rayon à 3500 mm.
Il eu fallut y passer trois fois plus de temps pour arriver à 3200 mm.
 Je disais plus haut que le caractère isolant du réfractaire est un inconvénient pour le moule.
Lors de mes premiers essais, les verres de 4 mm se sont tous fendus lors de la montée en température.
J'ai réduit la vitesse de montée en température.
Mais les deux premiers verres de 15 mm se sont fendus aussi.
Je disais plus haut que le caractère isolant du réfractaire est un inconvénient pour le moule.
Lors de mes premiers essais, les verres de 4 mm se sont tous fendus lors de la montée en température.
J'ai réduit la vitesse de montée en température.
Mais les deux premiers verres de 15 mm se sont fendus aussi.
Dans mon four, les résistances sont en partie haute.
Le verre est plutôt un isolant de la chaleur, c'est bien pour cela qu'il est utilisé pour les serres.
Mais du coup le dos du verre et la surface du moule ne sont chauffées que très lentement.
De plus dans le four, le moule occupe presque toute la place disponible.
L'air chaud ne circule donc pas bien entre le dessus et le dessous du moule.
Il n'y a donc pas d'apport de chaleur par en dessous et le moule reste froid.
Ainsi pour monter de 250 à 450°C en 45 minutes, il y a déjà 50°C d'écart entre le dessous et le dessus du verre au début.
Et je constate un écart de 80°C en fin de montée.
Le dessous du verre accumule donc les retards de chauffe.
Avec des montées rapides en température, il faut des paliers forts longs pour attendre l'égalisation de la température.
Il faut découvrir les bonnes vitesses de montée en température pour éviter les chocs thermiques.
 Je mets au point sur du verre à vitre qui se dilate plus qu'un verre borosilicate et est plus sensible aux chocs thermiques.
Ainsi lorsque je passerai à des verres borosilicates, il y aura une bonne marge de sécurité et aucune chance de casser sur choc thermique.
Je mets au point sur du verre à vitre qui se dilate plus qu'un verre borosilicate et est plus sensible aux chocs thermiques.
Ainsi lorsque je passerai à des verres borosilicates, il y aura une bonne marge de sécurité et aucune chance de casser sur choc thermique.
J'ai essayé de mesurer les gradients de température en cours de chauffe.
En mettant un thermocouple au-dessus du verre, entre le verre et le moule et sous le moule.
Mais le verre posé sur le thermocouple arrive à casser à cet endroit.
De fait la présence du point d'appuis augmente les tensions au-dessus du verre qui s'ajoutent à la dilatation thermique.
J'ai essayé de réaliser des mesures avec un petit empilage de morceaux de verre dans lequel était ménagé des espaces pour les thermocouples.
Mais la surface couverte sur le moule est assez faible. Ce n'est pas parfaitement représentatif.
Le moule n'est pas aussi isolé du rayonnement de chauffage qu'avec un grand verre dessus.
Mai 2011 : Du verre épais
 Les difficultés de l'alvéolaire poussent à commencer par réussir du verre plein et épais. J'essaye donc un empillement de 8 plaques de 4 mm d'épaisseurs et de 16 cm de coté en verre à vitre. Comme j'ai eu des doutes sur la répartition de la chaleur, je place le verre entre deux plaques de céramique. Ainsi l'air circule dessous et le dessus n'est pas soumis au rayonnement directe du chauffage. Enfin les études bibliographiques sur le recuit me pousse à des paliers bien plus longs.
Les difficultés de l'alvéolaire poussent à commencer par réussir du verre plein et épais. J'essaye donc un empillement de 8 plaques de 4 mm d'épaisseurs et de 16 cm de coté en verre à vitre. Comme j'ai eu des doutes sur la répartition de la chaleur, je place le verre entre deux plaques de céramique. Ainsi l'air circule dessous et le dessus n'est pas soumis au rayonnement directe du chauffage. Enfin les études bibliographiques sur le recuit me pousse à des paliers bien plus longs.
Le programme de chauffe qui a duré plus de 15 heures :
+4,8°/min 1h30 450° + 0h15 pour mise en température
+3,2°/min 1h05 650° + 0h10 pour mise en température
+2,0°/min 1h05 775° + 0h15 pour collage du verre
–5,0°/min 0h45 550° + 0h20 pour détente des contraintes
–0,5°/min 1h40 500° Suite du palier de détente des contraintes
–1,0°/min 0h50 450°
–2,0°/min 0h50 350°
20°C Descente libre ~6h (~1°/min)
Je profite de cette essai pour contrôler la différence d'indication de température entre un contrôleur portatif à thermocouple (type K) et la mesure du four. Et aussi entre le verre au centre du four et la sonde de régulation en ciel de four. Clairement lorsque le four chauffe, la température au niveau du verre est à la traine de 20 à 50°C selon la vitesse de chauffe. A contrario lors des refroidissements, le verre est plus chaud de 20 à 30°C que ne l'indique le thermomètre du four. Ces différences me rendent confiant quant-à la justesse des deux mesures et me donne des ordres de grandeurs des écarts qui peuvent exister entre deux points du four.
 Les plaques sont bien collées mais pas totalement fusionnées puisque les arrêtes sont toujours distinctes. Les angles sont émoussés mais pas ronds. La forme n'est plus plate mais légèrement avachie sur les bords. Ils ont sans doute chauffé plus que le coeur. Il y a des bulles d'air par zones entre toutes les plaques mais pas sur les bords.
Les plaques sont bien collées mais pas totalement fusionnées puisque les arrêtes sont toujours distinctes. Les angles sont émoussés mais pas ronds. La forme n'est plus plate mais légèrement avachie sur les bords. Ils ont sans doute chauffé plus que le coeur. Il y a des bulles d'air par zones entre toutes les plaques mais pas sur les bords.
Le deuxième bloc de verre était préparé avec des plaques collées à la colle cyano-acrylate. Il ne reste aucune trace de colle. Il présente le même aspect.
 Au contrôle par polarimétrie il y a des tensions. Le recuit n'est donc pas très fin.
Au contrôle par polarimétrie il y a des tensions. Le recuit n'est donc pas très fin.
Pour un prochain essai, il faudra monter plus haut en température pour mieux coller. En espérant faire disparaître les interfaces entre plaques et les bulles. Cela impose de se placer dans un moule et de savoir ne pas coller au moule. Il faudra tenir les paliers de détente plus longtemps. Et il faudra envisager une mesure plus quantitative des contraintes...
Août 2010 : Diamètre 40 cm - Recuit fin
 Après analyse des publications sur les miroirs cellulaires, j'ai constitué un fichier de calcul.
Cela permet d'imaginer un miroir de 40 cm de diamètre en verre de 4 mm avec une épaisseur totale de 25 à 30 mm.
On arrive autour de 3 kilogrammes de verre, contre 10 pour un verre plein.
Après analyse des publications sur les miroirs cellulaires, j'ai constitué un fichier de calcul.
Cela permet d'imaginer un miroir de 40 cm de diamètre en verre de 4 mm avec une épaisseur totale de 25 à 30 mm.
On arrive autour de 3 kilogrammes de verre, contre 10 pour un verre plein.
En théorie une telle structure alvéolée supportée en 18 points ne plie que de 10 nanomètres.
De savants calculs indiquent que des cellules aux cloisons espacées de 50 à 60 mm peuvent se paraboliser avec un outil de 20 kilo.
La face optique se déforme bien un peu sous la pression de l'outil. L'usure du verre est plus importante au droit des cloisons.
Mais selon les formules trouvées, le mamelonnage induit ne doit diffuser que 1% de la lumière hors de la tache d'Airy.
J'ai donc construit une telle structure en quelques heures avec deux plaques de verre à vitre de 50x50 en 4 mm.
J'y ai taillé deux disques de 40 cm et 36 petites plaques de 22 mm de large sur diverses longueurs.
J'ai presque réussi à couper parfaitement les deux disques de verre à la roulette. Il n'y a qu'une écaille...
Un petit ponçage au papier de verre pour égaliser les plaques, un collage cyano et hop. Bien évidemment tout cela est plat.
Pas question de se compliquer avec le bombage de la face optique pour l'instant.
Sur l'image ci-dessus, le gâteau est prêt à la cuisson.
 Les essais précédents me semblent indiquer qu'il faut rester plus longtemps à haute température pour souder plus complètement les cloisons.
Donc l'essai se fera à 750°C en 15 minutes (et non pas 700°C 1 minute).
De plus j'ajoute un palier de 30 minutes à 600 et 15 minutes 700 pour que la température s'égalise bien.
Les essais précédents me semblent indiquer qu'il faut rester plus longtemps à haute température pour souder plus complètement les cloisons.
Donc l'essai se fera à 750°C en 15 minutes (et non pas 700°C 1 minute).
De plus j'ajoute un palier de 30 minutes à 600 et 15 minutes 700 pour que la température s'égalise bien.
Les flexions des essais précédents (et le travail à plus forte température plus longtemps) imposent de supporter le verre pendant la cuisson.
J'ai trouvé un truc... il faut essayer... Ici j'ai manqué un peu de matière, de méthode, d'expérience... nous verrons.
Sur l'image de droite, il y a des parties où le verre n'est pas parfaitement supporté.
La forme des cellules les rend assez simple à réaliser et doit permettre de retirer le support après cuisson. Mais j'y détecte déjà un risque.
Il y a des diamètres du disque sans cloisons. Sans-doute des zones plus fragiles en flexion.
La cuisson se fait dans la nuit. Au matin et au début du recuit fin, à 550°C, un rapide coup d'oeil dans le four: Le verre est beau, sans fissures et bien collé.
Les arrêtes du verre semblent avoir été arrondies par la chaleur.
 La rupture de l'essai précédent me laisse penser qu'il faut à minima libérer le verre de ses contraintes de cuisson.
J'ai donc programmé le four pour faire une descente de 550°C à 350°C à raison de 3°C par heure.
Ce qui fait une descente de plus de 24h par centimètre. Ici je considère que le cellulaire (avec ses supports) se comporte comme un verre massif.
Mais je néglige la sole du four... De l'expérience de quelques astronomes américains, c'est suffisant pour des verres massifs.
La rupture de l'essai précédent me laisse penser qu'il faut à minima libérer le verre de ses contraintes de cuisson.
J'ai donc programmé le four pour faire une descente de 550°C à 350°C à raison de 3°C par heure.
Ce qui fait une descente de plus de 24h par centimètre. Ici je considère que le cellulaire (avec ses supports) se comporte comme un verre massif.
Mais je néglige la sole du four... De l'expérience de quelques astronomes américains, c'est suffisant pour des verres massifs.
Hélas le verre est déjà fendu lorsque j'ouvre le four... J'imagine que la structure alvéolée n'a pas supportée la descente finale à froid.
Car de 350°C à 40°C j'ai laissé le four descendre seul. La face supérieure du verre a sans-doute perdue 50°C dès la première heure.
Tandis que la face inférieure, coincée entre la sole réfractaire et la masse du cellulaire (avec support) a du déscendre plus lentement.
Il va falloir investir en calcul de thermique.
 Mais le résultat est intéressant. Le verre de dessus a peu plié. Seulement aux endroits où le support manquait.
Les cloisons ne se sont pas cintrées. Le support les a donc bien tenues. Le verre n'a pas collé au support. Un petit nettoyage mécanique est suffisant.
Le verre n'a presque pas pris la rugosité du support, juste un peu. Tout cela valide le matériau utilisé.
Mais le résultat est intéressant. Le verre de dessus a peu plié. Seulement aux endroits où le support manquait.
Les cloisons ne se sont pas cintrées. Le support les a donc bien tenues. Le verre n'a pas collé au support. Un petit nettoyage mécanique est suffisant.
Le verre n'a presque pas pris la rugosité du support, juste un peu. Tout cela valide le matériau utilisé.
Les cloisons sont nettement mieux collées sur le verre du dessus. Mais elles ne sont pas mieux collées en dessous.
Les arrêtes du verre sont bien arrondies sur le verre du dessus, mais pas assez sur celui du dessous.
La chaleur de 750°C est donc suffisante mais elle n'a pas pénétrée sous le support.
Les fissures sont impressionnantes. Une grande traverse sur presque tout le diamètre la face dessus et une autre la face dessous.
Elles sont parallèles comme lors de la rupture de l'essai précédent. En plus la face inférieure comporte 3 fissures radiales de moins de 10 cm de long.
Les calculs de thermique donneront sans-doute des idées sur ce sujet.
L'évacuation du support et le nettoyage des cellules n'est pas très facile à faire. Il faudra encore travailler ce sujet.
Juillet 2010 : Essai verre 4 mm
 Le premier essai a confirmé que le verre plie avant de bien coller. J'essaye tout de même avec un verre de 4 mm, plus proche de celui que j'imagine pour un futur miroir. J'escompte que l'épaisseur va donner plus de résistance à la flexion dans les cellules, plus de résistance au flambage et peut-être plus de pression pour un meilleur collage.
Le premier essai a confirmé que le verre plie avant de bien coller. J'essaye tout de même avec un verre de 4 mm, plus proche de celui que j'imagine pour un futur miroir. J'escompte que l'épaisseur va donner plus de résistance à la flexion dans les cellules, plus de résistance au flambage et peut-être plus de pression pour un meilleur collage.
Pour cet essai les plaques font 15 cm de coté et les cloisons 33 mm de haut. La face supérieure a ses coins arrondis par grignage. Les arrêtes sont poncées au papier de verre 100 et l'assemblage est fait à la colle cyano. Les cellules font 48x48 mm intérieur. Même programme de chauffe: Montée rapide en une heure à 700°, descente rapide en 10 minutes à 550°C (avec des ouvertures du four pour voir la pièce), 15 minutes de relaxation à 550°C et refroidissement en plusieurs heures ensuite.
 À 550°C la pièce a déjà sa forme définitive. Le palier de relaxation est donc sans effet sur la forme du verre.
À 550°C la pièce a déjà sa forme définitive. Le palier de relaxation est donc sans effet sur la forme du verre.
Principal résultat: Les cloisons sont bien moins flambées. On peut imaginer que si la construction avait été faite avec des cloisons épaulées précisément les unes sur les autres, le flambage serait nul. Et aussi les dépressions dans les cellules ne sont que de 2 mm. Les autres résultats sont peu différents: Il y a toujours des bulles d'air dans les zones de collage entre la face supérieure et les cloisons, le collage est meilleur en pied de cloison, les arrêtes sont toujours vives mais non coupantes.
Le verre en débord de 20 mm a tout de même plié de 15 mm ! Il faudrait donc supporter le porte-à-faux par des cales taillées dans une plaque de fibre réfractaire. Il faut que j'en achète...
Lors du transport de cet essai, le verre s'est fendu. Sans-doute sous l'effet des contraintes internes au verre, mais peut-être aussi à cause d'une différence de température entre les deux faces.
Printemps 2010 : Le four d'essai
 Je me décide à acheter un four d'occasion. Je souhaitais qu'il fût électrique, 232 V, monophasé, 3,6 kW avec un bon programmateur pour pouvoir le laisser marcher la nuit tout seul dans la maison. J'ai opportunément croisé une artiste en verre et poterie qui cédait son four avec programmateur. Pour 1700 €, je dispose maintenant d'un four de marque Rohde FS-60 en briques pérennes (et non pas en fibre) avec un programmateur de marque Bentrup TC-507. On peut y mettre des pièces de 45 cm de diamètre et les cuire si besoin jusqu'à 950°C. Cela me semble suffisant pour mener des essais et sans-doute pour réaliser un miroir de 40 cm à moins de 4 kg par exemple.
Je me décide à acheter un four d'occasion. Je souhaitais qu'il fût électrique, 232 V, monophasé, 3,6 kW avec un bon programmateur pour pouvoir le laisser marcher la nuit tout seul dans la maison. J'ai opportunément croisé une artiste en verre et poterie qui cédait son four avec programmateur. Pour 1700 €, je dispose maintenant d'un four de marque Rohde FS-60 en briques pérennes (et non pas en fibre) avec un programmateur de marque Bentrup TC-507. On peut y mettre des pièces de 45 cm de diamètre et les cuire si besoin jusqu'à 950°C. Cela me semble suffisant pour mener des essais et sans-doute pour réaliser un miroir de 40 cm à moins de 4 kg par exemple.
Pour le premier essai du four et pour tâter des structures cellulaires, j'ai bâclé en 10 minutes une petite structure avec un sous-verre de récupération de seulement 1,8 mm d'épaisseur et un peu de colle cyanoacrylate. Le tout donne un carré de 12 cm de côté sur 3,5 cm de haut avec en son centre un maillage de quatre cellules carrées de 5 cm. Le tout ne pèse que 227 grammes. Mais cela n'a que la prétention de montrer que le four marche.
 J'ai passé ce bidouillage au four avec un programme express : Une heure pour monter à 700°C, 15 minutes de descente rapide et 15 minutes pour relaxer les tensions à 550°C et enfin 5 heures de refroidissement lent puis forcé (parce que je suis toujours pressé...). Cela donne un bidule déformé extraordinaire. Le dessous est tout plat. Le dessus est tout en rondeurs ! Mais le verre est fondu, collé et le bloc est parfaitement solide !
J'ai passé ce bidouillage au four avec un programme express : Une heure pour monter à 700°C, 15 minutes de descente rapide et 15 minutes pour relaxer les tensions à 550°C et enfin 5 heures de refroidissement lent puis forcé (parce que je suis toujours pressé...). Cela donne un bidule déformé extraordinaire. Le dessous est tout plat. Le dessus est tout en rondeurs ! Mais le verre est fondu, collé et le bloc est parfaitement solide !
Il faut maintenant analyser le résultat : Flambage des cloisons de plusieurs millimètres, creusement de 8 mm de la face supérieure dans chaque cellule, collage incomplet de la face supérieure sur les cloisons, bon collage des cloisons sur la face inférieure, arrêtes toujours vives mais non coupantes, traces de la colle vaporisée, pas de signe de dévitrification, ...
 Ce premier essai semble montrer que le verre ne colle qu'à une température bien supérieure à celle ou il plie. Dans un programme de chauffe, il va donc commencer par plier avant de coller. Et donc, il faut le supporter pour monter à la température de collage sans déformation, ou bien il faut trouver un moyen de coller à plus basse température...
Ce premier essai semble montrer que le verre ne colle qu'à une température bien supérieure à celle ou il plie. Dans un programme de chauffe, il va donc commencer par plier avant de coller. Et donc, il faut le supporter pour monter à la température de collage sans déformation, ou bien il faut trouver un moyen de coller à plus basse température...
En tout cas, la voie du miroir cellulaire est ouverte. Toute cette sorte de chose est agréablement euphorisante...
Automne 2009 : Formations
Initiation à la découpe à la roulette de vitrier. Initiation à l'utilisation des fours. Formation au thermoformage et au thermocollage du verre.
Printemps Automne 2007 :
Je repolis un miroir de 200mm sur lequel j'essaye diverses techniques, ou plutôt je vérifie les différentes interprétations possibles de mes livres de référence.
J'ai obtenu des états de surfaces horriblement chaotiques sans bien comprendre en quoi je m'étais éloigné des conseils. Cela montre que le terrain n'est pas parfaitement balisé et que mes penchants n'aident pas à rester sur le bon chemin.
La correction des états de surfaces chaotiques ne s'est pas faite sans peine, mais ces difficultés ont été accompagnées de progrès. Par exemple j'ai découvert d'autres abrasifs de polissage, j'ai utilisé le Foucault d'autres astronomes et j'ai profité de l'avis d'opticiens expérimentés. Je note:
- Le SRS 848 est bien agréable par la régularité de mouvement qu'il procure. Plus souple que l'oxyde de zirconium. Plus régulier que l'opaline.
- Le cérium a des avantages: Il est plus agressif. Ainsi il peut corriger des défauts quand le produit qui les a induits ne le peut pas.
- La luminosité et la largeur de fente du Foucault sont des éléments essentiels d'appréciation de la qualité d'une surface. Avec mon appareil à fente fine et lumière intense, j'observe en détail l'état de surface et je peux savoir si la surface est assez douce pour que les mesures au masque aient un sens. Inutile de chercher une teinte plate dans une zone s'il y a cinq changements de pentes visibles sans masque dans la région.
- Avec une fente large et une ampoule de vélo peu lumineuse, il est facile de ne voir que l'aspect général et de sortir un lambda flatteur.
- La dureté de la poix et son épaisseur est réellement un truc important.
Très clairement L'expérience reste très enrichissante car il a bien fallût que j'apprenne les bons gestes et que je progresse dans ma compréhension du phénomène polissage.
15 décembre 2006 : Mise en ligne du projet
Je profite de la refonte de mon site pour créer la page sur le projet.
Entendez bien ! Alors que mes pages sur le télescope de voyage ne sont pas encore totalement achevées, le démon du projet nouveau est déjà à l'œuvre.
Voici 50 ans déjà mon père taillait un miroir de 60 cm de diamètre avec ses camarades de collège et ses professeurs.
(J'en profite pour rendre hommage au frère Basile de l'institution Saint Joseph de Vandœuvre-les-Nancy)
À cette époque les professionnels n'avaient encore qu'un seul miroir de 500 cm.
Mais les deux télescopes Keck de 10 mètres de diamètre ont vu le jour en 1993 et 1996.
Le projet Magellan ( www.gmto.org ) , commencé en 1992, vise à réaliser un télescope de 24,5 mètres de diamètre.
Son démonstrateur le LBT (Grand télescope binoculaire) a déjà vu la lumière en octobre 2005 ( medusa.as.arizona.edu / lbto ) .
Les miroirs des futurs télescopes de classe 25 mètres sont déjà coulés. Il est temps que les amateurs réagissent !
Si en 50 ans les professionnels sont passés de 5 à 10 mètres, s'ils construisent déjà les 25 mètres et s'ils rêvent déjà maintenant de taquiner le 100 mètres,
les amateurs devraient passer la barre des 3 mètres bientôt...
Automne 2006 : Le projet s'étoffe
Les calculs de formules optiques vont bon train.
J'utilise le petit logiciel SPOT version 2.2 de Jean Vallières ( www. ngc7000.com /fr/spot/ ) .
Ce n'est certes pas un outil professionnel comme ZEMAX ou OSLO.
Mais au moins il ne nécessite pas des heures de prise en main: « Small is beautiful ». Merci Mr Vallières!
J'expérimente les formules optiques les plus exotiques: La formule Gregory revue par Ceravolo, les quatre formules de la patente US 3529888, mais aussi les formules historiques comme celles de Mersenne, Klevtsov, Maksutov sans lame de fermeture, Houghton et Camichel.
Mais je retourne souvent sur les formules plus connues comme Ritchey-Chretien, Dilworth, et Dall-Kirkham.
En l'état, je pense qu'un Dall-Kirkham avec correcteur de champ est le meilleur compromis entre les difficultés de réalisation et la qualité de l'image produite.
Été 2006 : L'idée fait son chemin
Depuis les RASQY, les RAP et le retour de Libye, je suis sans projet d'ampleur.
Mais l'idée de réaliser un grand télescope fait son chemin.
Il semble assez évident que le Newton est optimal jusqu'à des diamètres de 500 à 600 mm.
Mais au-delà la position de l'oculaire est rédhibitoire pour une utilisation en visuelle comme pour le transport.
Je passe donc mon temps à chercher des formules optiques sur le RIM.
J'accumule les pages Internet sur mon PC et je fais l'achat d'un ouvrage d'optique: "Telescope optics" de Rutten & van Venrooij publié par Willmann-Bell, Inc et distribué par amazon.fr au prix de 27,26€ plus 2,99€ de port. ( http://www. willbell.com /tm/tm6.htm ) .
Ouvrage fort intéressant et nécessaire pour aborder l'optique et concevoir la formule du télescope.
J'ai hésité avec "Advanced Telescope Making Techniques" de Allan Mackintosh chez le même éditeur.
Je pense que ce livre sera nécessaire pour les étapes de réalisations qui suivront.
(cf: http://www. willbell.com /tm/tm1.htm)
Printemps 2006 : L'idée germe
Depuis l'automne 2005, je tourne en rond.
Alors quand Serge me trouve un bloc de mousse de verre, j'expérimente de suite dans mon four de cuisine.
En Pyrolyse, le four monte à plus de 500 degrés et à proximité des résistances on est sans-doute au-dessus de la température de ramollissement du verre plat.

Le verre se moule très bien! Il ne colle pas à la mousse. Mais le moule se fissure un peu.
Hélas lors des essais suivant avec des verres de 400 mm de diamètre en 8mm d'épaisseur, cela casse!
Il faudra que je mette en équation les contraintes thermiques et la diffusion de la chaleur dans le verre pour trouver la limite de vitesse de montée en température.
-http:// strock pi r2 3 14159 free fr -- -- Site Internet de Pierre STROCK --
-- Projet Strock-2500 -
 Ici la mise en place d'un disque dans le four.
C'est un verre taillé en rond par le verrier avec sa machine numérique.
Le disque est fort beau et ses bords sont parfaitement doucis et chanfreinés.
Ici la mise en place d'un disque dans le four.
C'est un verre taillé en rond par le verrier avec sa machine numérique.
Le disque est fort beau et ses bords sont parfaitement doucis et chanfreinés.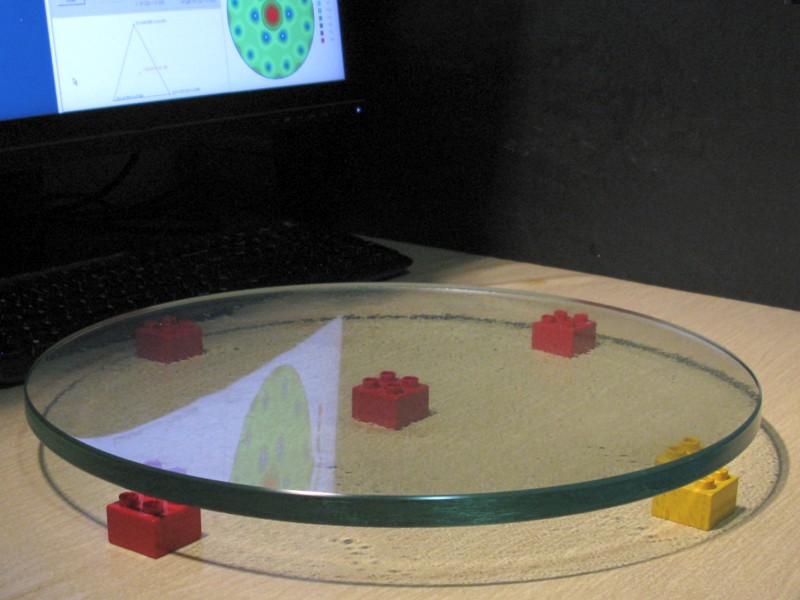 Constats: Le verre est resté bien lisse sur sa surface supérieure.
La face inférieure est aussi bien lisse, sauf sur les sommets des grains de chamotte sur lesquels le verre s'est posé.
La chauffe de 30 minutes à 650°C a juste permis de poser le verre sur les sommets des grains de chamottes.
En périphérie du dessous on observe un point de contact tous les 2 mm environ.
Tandis qu'au centre les points de contacts sont espacés de plutôt 5 mm.
Ce qui semble conforme à l'idée que l'on se fait du mécanisme de déformation.
Le verre commence à se déformer et arrive en contact du moule d'abord par les bords et sur les sommets des aspérités les plus hautes.
Il reste donc plus longtemps sur ces points du bord pour avoir le temps de se déformer encore et de venir toucher d'autres aspérités plus petites.
Tandis qu'au centre, il arrive en contact plus tardivement et il n'a le temps que de se former sur les aspérités les plus hautes.
Constats: Le verre est resté bien lisse sur sa surface supérieure.
La face inférieure est aussi bien lisse, sauf sur les sommets des grains de chamotte sur lesquels le verre s'est posé.
La chauffe de 30 minutes à 650°C a juste permis de poser le verre sur les sommets des grains de chamottes.
En périphérie du dessous on observe un point de contact tous les 2 mm environ.
Tandis qu'au centre les points de contacts sont espacés de plutôt 5 mm.
Ce qui semble conforme à l'idée que l'on se fait du mécanisme de déformation.
Le verre commence à se déformer et arrive en contact du moule d'abord par les bords et sur les sommets des aspérités les plus hautes.
Il reste donc plus longtemps sur ces points du bord pour avoir le temps de se déformer encore et de venir toucher d'autres aspérités plus petites.
Tandis qu'au centre, il arrive en contact plus tardivement et il n'a le temps que de se former sur les aspérités les plus hautes. On observe aussi que la tranche du verre s'est inclinée sous l'effet de la déformation.
Ce n'est pas aisé à mesurer mais un calcul rapide d'angle donne un biseau de 8/10° de millimètre pour une épaisseur de 15 mm.
Il faudra donc meuler la tranche du verre pour lui redonner son orientation.
Ce qui pourrait bien être indispensable pour le support latéral du miroir, sauf à calculer un barillet latéral comme ceux des VLT qui sont inclinés sur la tranche...
On observe aussi que la tranche du verre s'est inclinée sous l'effet de la déformation.
Ce n'est pas aisé à mesurer mais un calcul rapide d'angle donne un biseau de 8/10° de millimètre pour une épaisseur de 15 mm.
Il faudra donc meuler la tranche du verre pour lui redonner son orientation.
Ce qui pourrait bien être indispensable pour le support latéral du miroir, sauf à calculer un barillet latéral comme ceux des VLT qui sont inclinés sur la tranche...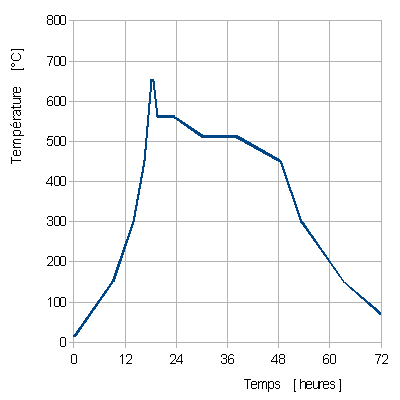 Le programme de chauffage mis en œuvre est présenté sur le graphique ci-contre et détaillé dans le tableau suivant.
Il lui faut plus de trois jours pour qu'un verre épais retrouve une température sans risque de choc, c'est-à-dire en dessous d'environ 40°C...
Le programme de chauffage mis en œuvre est présenté sur le graphique ci-contre et détaillé dans le tableau suivant.
Il lui faut plus de trois jours pour qu'un verre épais retrouve une température sans risque de choc, c'est-à-dire en dessous d'environ 40°C... La première étape est de confectionner un outillage pour tailler une forme en bois avec une disqueuse.
La première étape est de confectionner un outillage pour tailler une forme en bois avec une disqueuse. L'intérêt de tailler une surface convexe est de pouvoir ensuite en affiner la forme à la ponceuse.
Avec une forme concave, il eu fallut procéder à la main ou avec un outil en plâtre moulé dans la forme...
L'intérêt de tailler une surface convexe est de pouvoir ensuite en affiner la forme à la ponceuse.
Avec une forme concave, il eu fallut procéder à la main ou avec un outil en plâtre moulé dans la forme...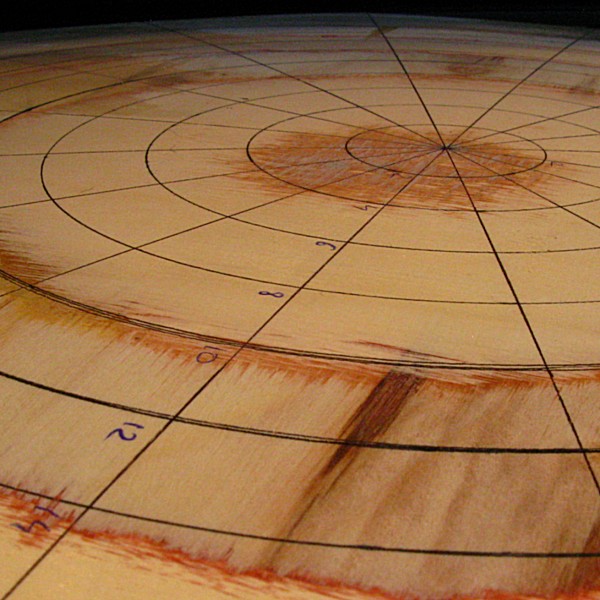 Le contrôle de la géométrie obtenue est mené avec un comparateur et une sorte de portique -façon "tridim"- sur une multitude de points.
Un bout de calcul Excel me donne les coefficients de Zernike de la surface et donc le rayon de courbure et les petits défauts de la forme.
Le contrôle de la géométrie obtenue est mené avec un comparateur et une sorte de portique -façon "tridim"- sur une multitude de points.
Un bout de calcul Excel me donne les coefficients de Zernike de la surface et donc le rayon de courbure et les petits défauts de la forme. Pour mouler un béton sur cette forme, j'ai plaqué une feuille de plastique épais sur la sphère et j'ai entouré l'octogone de plaquettes de plastique de récupération.
Le tout est cerclé de collant.
J'ai enduit le tout d'une solution savonneuse comme s'il s'agissait d'assurer le démoulage d'un plâtre. Mais je me demande si c'est nécessaire pour démouler le béton...
Pour mouler un béton sur cette forme, j'ai plaqué une feuille de plastique épais sur la sphère et j'ai entouré l'octogone de plaquettes de plastique de récupération.
Le tout est cerclé de collant.
J'ai enduit le tout d'une solution savonneuse comme s'il s'agissait d'assurer le démoulage d'un plâtre. Mais je me demande si c'est nécessaire pour démouler le béton... Le béton réfractaire dense est un mélange de poudre de ciment alumineux et d'additifs.
Le ciment alumineux est souvent nommé "ciment fondu" en supermarché.
L'alumine donne une bonne partie de la résistance à la chaleur si j'ai bien compris.
Dans les additifs, il y a la chamotte qui constituent parfois l'essentiel du volume des bétons de moindre coût.
Typiquement ce sont des granulés de céramiques de récupération ou des carbures de silicium plus couteux.
La chamotte est plus ou moins finement broyée et donne un béton plus granuleux ou plus lisse.
Le béton réfractaire dense est un mélange de poudre de ciment alumineux et d'additifs.
Le ciment alumineux est souvent nommé "ciment fondu" en supermarché.
L'alumine donne une bonne partie de la résistance à la chaleur si j'ai bien compris.
Dans les additifs, il y a la chamotte qui constituent parfois l'essentiel du volume des bétons de moindre coût.
Typiquement ce sont des granulés de céramiques de récupération ou des carbures de silicium plus couteux.
La chamotte est plus ou moins finement broyée et donne un béton plus granuleux ou plus lisse.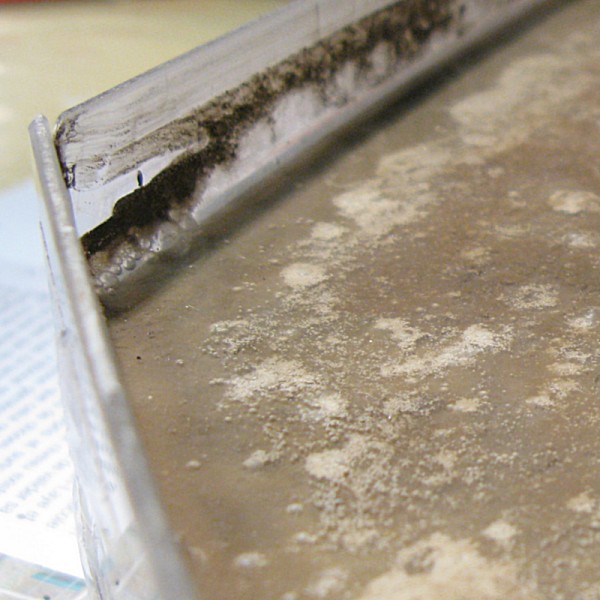 Dans les caractéristiques aussi intéressantes il y a la dilatation thermique et la conductivité thermique.
Ces bétons réfractaires lambda se dilatent plutôt beaucoup (0,5%) à chaud et sont plutôt des isolants.
C'est plutôt souhaitable pour des fours, mais c'est un gros inconvénient pour un moule...
Dans les caractéristiques aussi intéressantes il y a la dilatation thermique et la conductivité thermique.
Ces bétons réfractaires lambda se dilatent plutôt beaucoup (0,5%) à chaud et sont plutôt des isolants.
C'est plutôt souhaitable pour des fours, mais c'est un gros inconvénient pour un moule... Parmi les résultats intéressants il y a l'aspect de la surface du moule.
Il est parfaitement lisse -partout où l'eau est bien restée- au point de réfléchir la lumière.
Le béton a si parfaitement moulé que les collants de seulement 10 µm d'épaisseurs y sont parfaitement visibles...
Du coup j'essaye de le regarder au Foucault.
La forme n'est pas assez sphérique pour donner une belle image, mais on observe bien des choses.
Par exemple les traits verticaux correspondent à de légères variations d'épaisseur de la feuille plastique !
Parmi les résultats intéressants il y a l'aspect de la surface du moule.
Il est parfaitement lisse -partout où l'eau est bien restée- au point de réfléchir la lumière.
Le béton a si parfaitement moulé que les collants de seulement 10 µm d'épaisseurs y sont parfaitement visibles...
Du coup j'essaye de le regarder au Foucault.
La forme n'est pas assez sphérique pour donner une belle image, mais on observe bien des choses.
Par exemple les traits verticaux correspondent à de légères variations d'épaisseur de la feuille plastique ! J'ai ensuite utilisé ce moule pour quelques essais avec des feuilles de verre à vitre de 4 mm.
Après ces essais le rayon de la surface du moule est passé à 3700 mm.
Je n'explique pas l'évolution du moule dans le temps.
Il faudra sans doute refaire un moule pour assurer ce comportement avant -peut-être- de devoir changer de béton.
J'ai ensuite utilisé ce moule pour quelques essais avec des feuilles de verre à vitre de 4 mm.
Après ces essais le rayon de la surface du moule est passé à 3700 mm.
Je n'explique pas l'évolution du moule dans le temps.
Il faudra sans doute refaire un moule pour assurer ce comportement avant -peut-être- de devoir changer de béton. Je disais plus haut que le caractère isolant du réfractaire est un inconvénient pour le moule.
Lors de mes premiers essais, les verres de 4 mm se sont tous fendus lors de la montée en température.
J'ai réduit la vitesse de montée en température.
Mais les deux premiers verres de 15 mm se sont fendus aussi.
Je disais plus haut que le caractère isolant du réfractaire est un inconvénient pour le moule.
Lors de mes premiers essais, les verres de 4 mm se sont tous fendus lors de la montée en température.
J'ai réduit la vitesse de montée en température.
Mais les deux premiers verres de 15 mm se sont fendus aussi.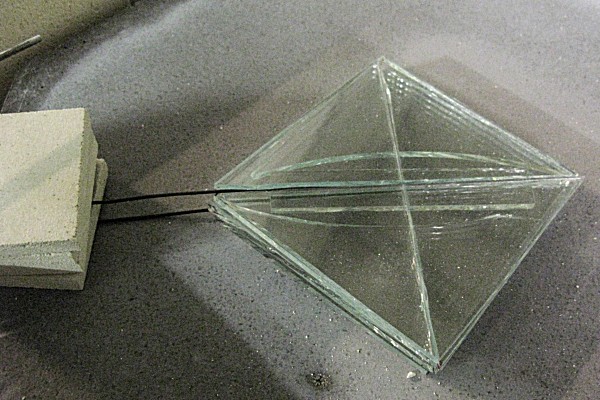 Je mets au point sur du verre à vitre qui se dilate plus qu'un verre borosilicate et est plus sensible aux chocs thermiques.
Ainsi lorsque je passerai à des verres borosilicates, il y aura une bonne marge de sécurité et aucune chance de casser sur choc thermique.
Je mets au point sur du verre à vitre qui se dilate plus qu'un verre borosilicate et est plus sensible aux chocs thermiques.
Ainsi lorsque je passerai à des verres borosilicates, il y aura une bonne marge de sécurité et aucune chance de casser sur choc thermique.